关键词 |
安顺堆叠散热器,堆叠散热器欢迎咨询,堆叠散热器报价,铝散热片20045 |
面向地区 |
全国 |
铝挤压散热器660°C在高温下融化,加热至450-500°C送入挤压机,在模具中挤压成型,一般材料选用AL6063规格,材料硬,耐久性长,由于其规格,Cu含量高,传导性强。铜含量的大小会直接影响散热器的导电性和散热效果。在设计中,Fin要考虑片的厚度,一般来说,要考虑片的厚度,fin片小余0.5mm,模具很难制作,太薄了fin板材促使模具间隙过小,使铝挤出无法达到应有的效果。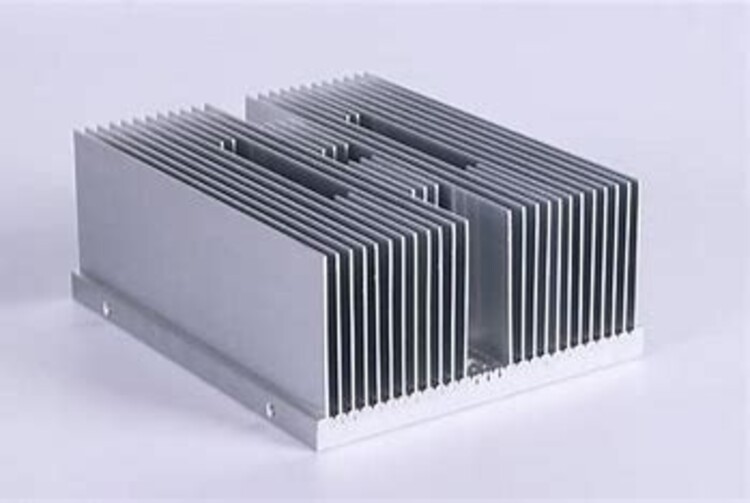
接下来,我们将解释如何加工铝挤压、摩擦和动平衡。铝挤压加工是通过控制摩擦工作的有效距离来控制总摩擦力的大小。加速摩擦速度会降低阻力,相对出料速率也会增加,但其准确性会降低。相反,很难控制质量,因此,在铝挤压加工中,需要考虑摩擦阻力和出料速率,以良好的平衡,否则会影响散热器fin整齐度和塑造性。
安克研发的新一代氮化镓充电器相比同业体积更小,技术更加。安克使用了众多定制的元器件,实现堆叠技术的重要创新,结合中国的榫卯技术进行精密搭配,优化了散热、空间、排布等多个因素,加上软件上的配合,使得产品体积达到小,内部结构更稳固,散热性能更。
从缺点来说,芯片堆叠实际上是一种体积换性能的做法,想要通过14nm实现5nm的性能可能需要6块14nm芯片进行堆叠才能实现,从成本来考虑上来说这种做法同样有些得不偿失。同时芯片堆叠还会造成功耗以及散热等方面的问题,因为芯片堆叠不仅仅是简单地将两块芯片堆叠在一起,而是需要更多的技术和工序的支持。
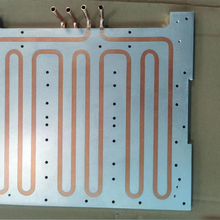
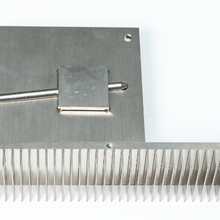
相信不太懂行的人,很难区分两者的区别,因为堆叠和铝挤都有Fin片,Fin散热器散热器组成的前提,堆叠的fin有明显的锯齿形,fin片子歪了,但铝挤了fin板材垂直,间距一般较宽,堆放散热器的材料也是硬铝,AL6061/Al6063,材料也有相对于散热的作用,只因为成分包括在内,Fe,Mg,Cu,si,S,P等元素。堆叠散热器的加工是通过型材形成的,CNC加工后,摩擦焊一块一块叠加,然后二次叠加CNC加工商品拼凑间隙细微至0.05-0.1mm
散热器和对流器是热交换器,旨在将热能从一种介质传递到另一种介质,以供空间加热。康涅狄格州纽黑文的丹尼森·奥姆斯特德(DenisonOlmsted)似乎是早使用“散热器”一词来表示加热设备的人,他在1834年的一项专利中使用了一种带有热交换器的炉子,然后将热量散发出去。他在专利中写道,他的发明是一种特殊的设备,我称之为散热器。暖气片由弗朗茨·圣·加利(FranzSanGalli)于1855年发明,他是一位出生于普鲁士王国的俄罗斯商人,居住在圣彼得堡。在1800年代后期,为了降低成本和扩大市场,美国散热器公司等公司推出了铸铁散热器,而不是以前的装配钢设计。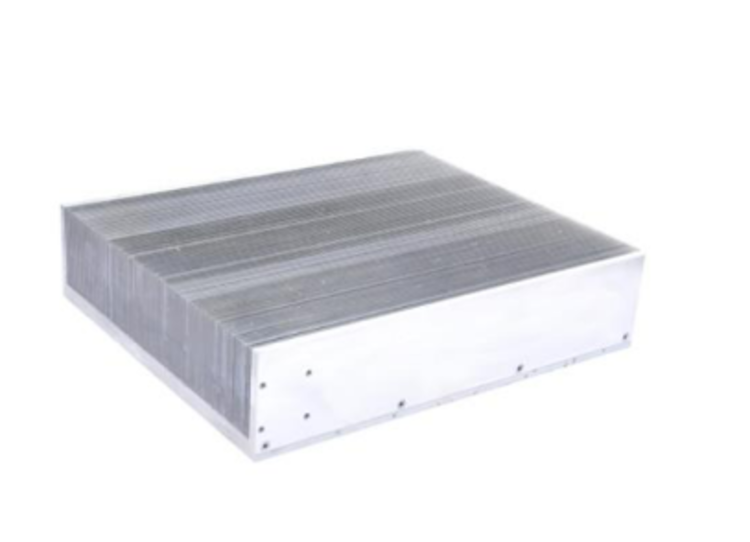
模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以模具芯部温度与外部温度的均匀。
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
注意一:散热器在安装的时候,一定要把铝塑管的连接起来,不能弯曲,否则以后就会使管道漏水,而且每个接口也是缠着麻,接口的位置和铝塑管都是在一个水平的上,这样可以避免接口漏水。
注意二:很多材质的散热器安装的时候就会引起运行时候的失调问题,如果将不同材质的散热器安装在了一个里面,就会使轻微的散热器在表面中有损伤或者破坏保护层,还有可能造成漏水。
注意三:散热器的安装位置也是重要的,比如说皮革沙发木质的家具都是不合适长时间的受热,并且人也不能长时间的在散热器附近,这样会对人的身体有损害。
注意四:在安装比较重一些的散热器的时候,一定要安装支架来进行支撑。
注意五:散热器在使用时不能被罩住,这样会让热量散不出来,而且还会影响整个房子的温度。
注意六:安装完后的散热器,应用打压机打压差不多20斤左右的压力,检验是否会漏水。

————— 认证资质 —————
全国堆叠散热器热销信息
站内来访