关键词 |
冷锻散热器,冷锻散热器欢迎咨询,杭州冷锻散热器,冷锻散热器指导报价 |
面向地区 |
全国 |
使用冷锻散热器模具AL铸造1050系列材料也可以使用AL6063系列材料铸造,两种材料可以同时使用一套模具,从而增加客户的选择,以满足不同的需求!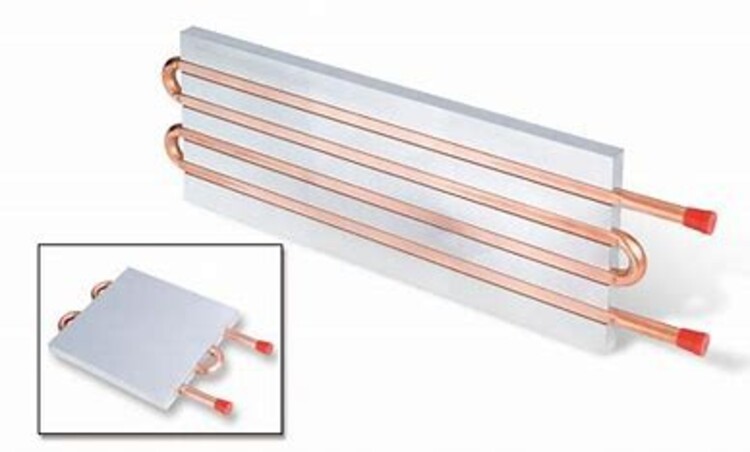
产品结构异常
底板上下可通过冷锻工艺产生异性结构,两侧也可冲压成特殊形状
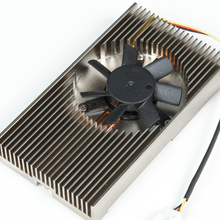
散热面积大
冷锻散热器散热片薄厚,可达0.7MM,间距能做到1MM,薄而多的散热片,大大增加了与空气的接触面积,更有利于空气对流散热。
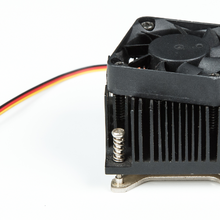
鳍片多样化
冷锻工艺可以满足圆柱形等各种形状的鳍.块状.立柱.六边柱等形状
大尺寸散热器
冷锻工艺和3000吨以上常压设备可一次成型2600吨*尺寸超过260,
高长径比
冷锻散热器长径比在1:50以上,挤出一般在1:25以上
多方向出入风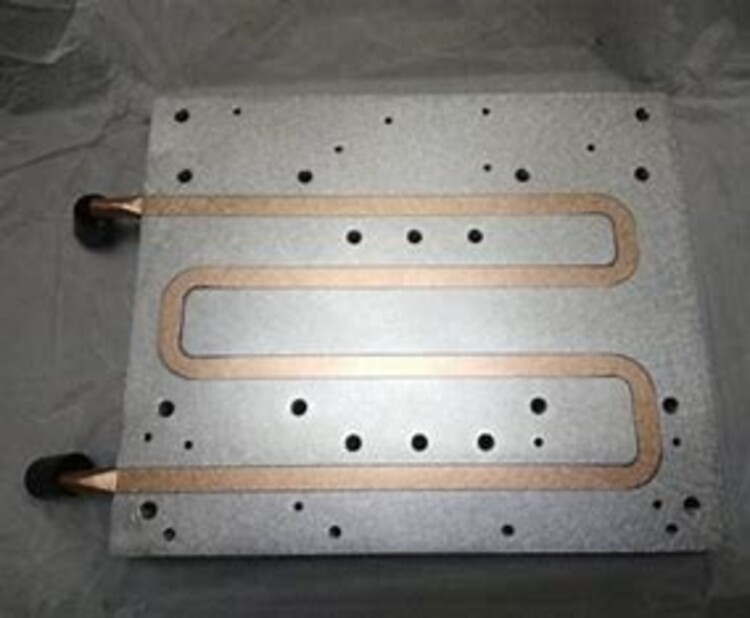
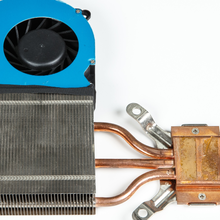
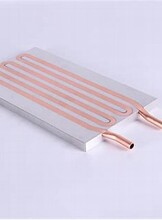
水冷板的结构设计
1)材料。水冷板材料通常使用铝、铜、不锈钢等,其中以铝使用广泛。铝材料密度小,导热系数高,次于铜,而且三者当中为便宜,因此产品。
2)密封。水冷板的密封方式主要有O-Ring密封,焊接。O-Ring密封的方式适合在小压力的情况下,需要考虑O-ring的耐高温和耐老化问题;焊接可以使整个冷板形成一体性,具备很高的可靠性和耐久性。北京百明盛达科技发展有限公司目前主要提供焊接水冷板,焊接方法包括真空钎焊、搅拌摩擦焊接等。
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。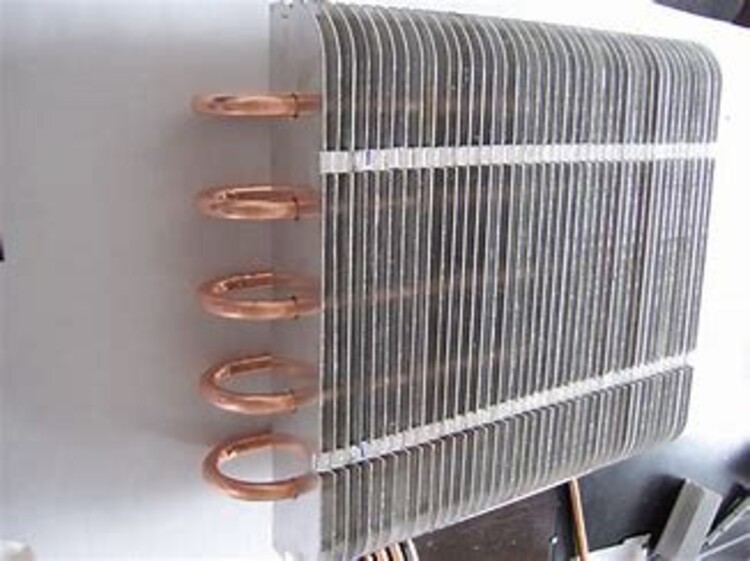
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)
推动水冷板不断迭代和发展的一个重要因素是:提高导热效率。
提高导热效率通常有以下几种方案:
(1)提高冷板与电芯的接触面积;
(2)提高冷板与电芯之间界面的导热率;
(3)提高冷板自身(材料)的导热性能;
(4)调整流道设计,提高流体自身的换热效果;
(5)不同冷板布置方案。
全国冷锻散热器热销信息