





关键词 |
生产晶圆理片器,温州晶圆理片器,销售晶圆理片器,供应晶圆理片器 |
面向地区 |
全国 |
产品特点:
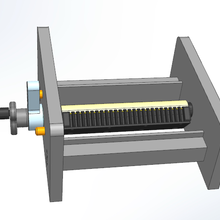
立自主知识产权的直线型单臂机械手,具有高可靠性、高稳定性。
设备配有FFU,采用全封闭结构,可发挥超洁净性能,其洁净度达Class1。
可实现对晶圆缺口的检测并依据缺口位置对晶圆进行定位。
配备CCD传感器及图像处理软件,可对晶圆ID刻号进行识别与读取;
可依据客户需求,非标定制。
内圆切割时晶片表层损害层大,给CMP产生挺大黔削抛光工作中;刃口宽。材料损害大。品片出率低;成木高。生产效率低;每一次只有切割一片。当晶圆直径达到300mm时。内圆刀头外径将达到1.18m。内径为410mm。在生产制造、安装与调节上产生许多艰难。故后期主要发展趋势线切别主导的晶圆切割技术。
硅圆片切割应用的目的是将产量和合格率大,同时资产拥有的成本小。可是,挑战是增加的产量经常减少合格率,反之亦然。晶圆基板进给到切割刀片的速度决定产出。随着进给速度增加,切割品质变得更加难以维持在可接受的工艺窗口内。进给速度也影响刀片寿命。
通常,切割的硅晶圆的质量标准是:如果背面碎片的尺寸在10µm以下,忽略不计。另一方面,当尺寸大于25µm时,可以看作是潜在的受损。可是,50µm的平均大小可以接受,示晶圆的厚度而定。现在可用来控制背面碎片的工具和技术是刀片的优化,接着工艺参数的优化。
在切片或任何其它磨削过程中,在不超出可接受的切削质量参数时,新一代的切片系统可以自动监测施加在刀片上的负载,或扭矩。对于每一套工艺参数,都有一个切片质量下降和BSC出现的极限扭矩值。切削质量与刀片基板相互作用力的相互关系,和其变量的测量使得可以决定工艺偏差和损伤的形成。工艺参数可以实时调整,使得不超过扭矩极限和获得大的进给速度。
切片工序的关键部分是切割刀片的修整(dressing)。在非监测的切片系统中,修整工序是通过一套反复试验来建立的。在刀片负载受监测的系统中,修整的终点是通过测量的力量数据来发现的,它建立佳的修整程序。这个方法有两个优点:不需要来佳的刀片性能,和没有合格率损失,该损失是由于用部分修整的刀片切片所造成的质量差。