






关键词 |
摇摆头五轴加工中心 |
面向地区 |
全国 |
山东海特数控秉持“海阔天空,特立行”的企业文化。专注于数控智能装备的企业,市场占有率逐年增长,品牌越来越受到市场认可。海特数控机床把质量之根深植于企业发展全过程,把诚信之本贯穿于生产经营的各个环节。未来,我们将以团结实干的工作态度,文明诚信的工作作风,以一个时代领跑者的姿态,奔行于数控机床行业的,为中国数控机床行业的发展创造出奇迹,海特人将为之不懈努力,让中国制造。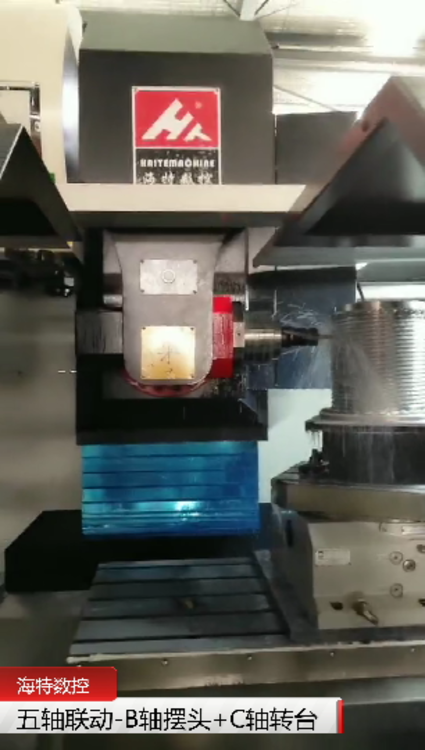
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。工作台的中间还设有一个回转台,在图示的位置上环绕Z轴回转,定义为C轴,C轴都是360度回转。
这样通过A轴与C轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。A轴和C轴小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。
另一种五轴加工中心是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。这种设置方式的优点是主轴加工非常灵活,工作台也可以设计的非常大,客机庞大的机身、的发动机壳都可以在这类加工中心上加工。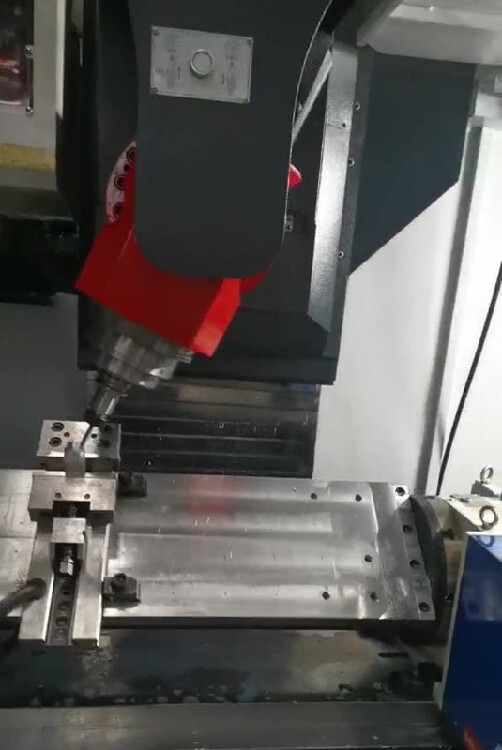
五轴加工中心是高精率的自动化设备,是可以实现工件经过一次装夹来完成多道工序的加工,有效避免多次装夹对刀的误差,也可以提高加工效率。越是高精密的加工中心对安装坏境、温度、湿度、震动的要求越严格,都是需要考虑的,下面我们简单来说下五轴加工中心对安装地基的要求。
安装地基时一定要牢固,按照厂家出的具体地基图纸做地基,对于混凝土比较紧实的地面,如果足够厚实,可以直接按图纸进行地脚螺栓,比较松的地面,一定要按地基图重新开挖施工。并灌与足够厚度的混凝土,防止后期发生五轴加工中心的下沉,下降后床身会变形就没有精度了。做的地基尺寸不能小于五轴加工中心支撑面积的外形尺寸,地基混凝土施工厚度按国家标准。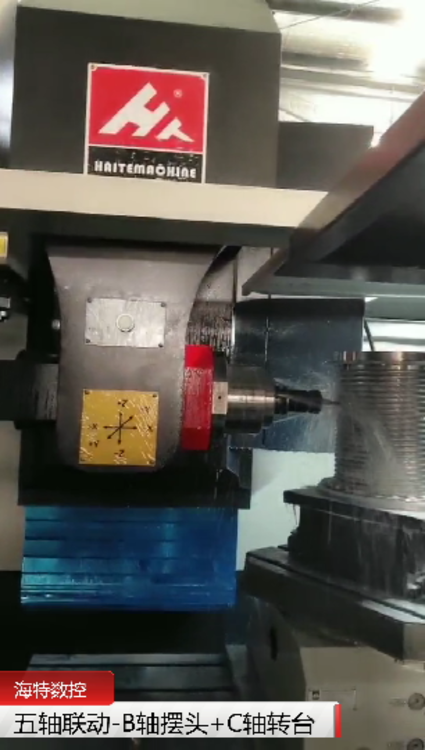
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。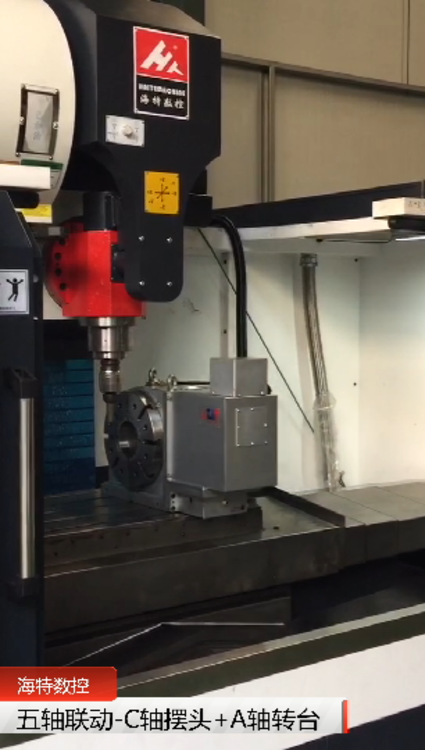
真正的五轴加工中心是具备刀点跟随-RPTC功能,此技术可以更好的完成五轴联动加工。对于具有RTCP功能的五轴加工中心来说,可以保持刀具中心始终在被编程的位置上。在这种情况下,沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持佳切削状态。当您在五轴加工中心上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。
五轴加工中心不仅可以大大减少操作人员的劳动强度,还可以省去很多装夹过程,减少夹具使用,降低夹具成本。在复杂异面工件的加工领域中,五轴加工中心具有不可比拟的优势
全国摇摆头五轴加工中心热销信息











