





关键词 |
销售晶圆理片器,苏州晶圆理片器,供应晶圆理片器,供应晶圆理片器 |
面向地区 |
全国 |
硅圆片切割应用的目的是将产量和合格率大,同时资产拥有的成本小。可是,挑战是增加的产量经常减少合格率,反之亦然。晶圆基板进给到切割刀片的速度决定产出。随着进给速度增加,切割品质变得更加难以维持在可接受的工艺窗口内。进给速度也影响刀片寿命。
在许多晶圆的切割期间经常遇到的较窄迹道(street)宽度,要求将每一次切割放在迹道中心几微米范围内的能力。这就要求使用具有高分度轴精度、高光学放大和对准运算的设备。当用窄迹道切割晶圆时的一个常见的推荐是,选择尽可能薄的刀片。可是,很薄的刀片(20µm)是非常脆弱的,更容易过早破裂和磨损。结果,其寿命期望和工艺稳定性都比较厚的刀片差。对于50~76µm迹道的刀片推荐厚度应该是20~30µm。
除了尺寸,三个关键参数决定刀片特性:金刚石(磨料)尺寸、金刚石含量和粘结剂的类型。结合物是各种金属和/或其中分布有金刚石磨料的基体。这些元素的结合效果决定刀片的寿命和切削质量(TSC与BSC)。改变任何一个这些参数都将直接影响刀片特性与性能。为一个给定的切片工艺选择佳的刀片可能要求在刀片寿命与切削质量之间作出平衡。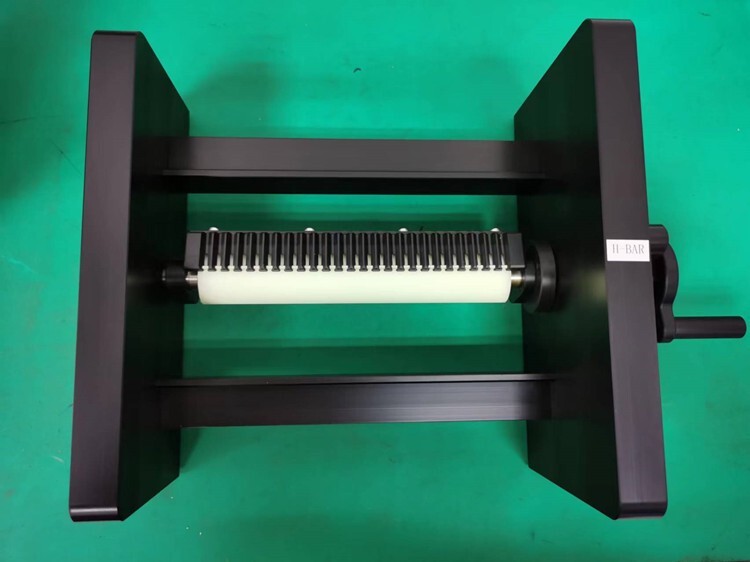
切割参数对材料清除率有直接关系,它反过来影响刀片的性能和工艺效率。对于一个工艺为了优化刀片,设计试验方法(DOE, designed experiment)可减少所需试验的次数,并提供刀片特性与工艺参数的结合效果。另外,设计试验方法(DOE)的统计分析使得可以对有用信息的推断,以建议达到甚至更高产出和/或更低资产拥有成本的进一步工艺优化。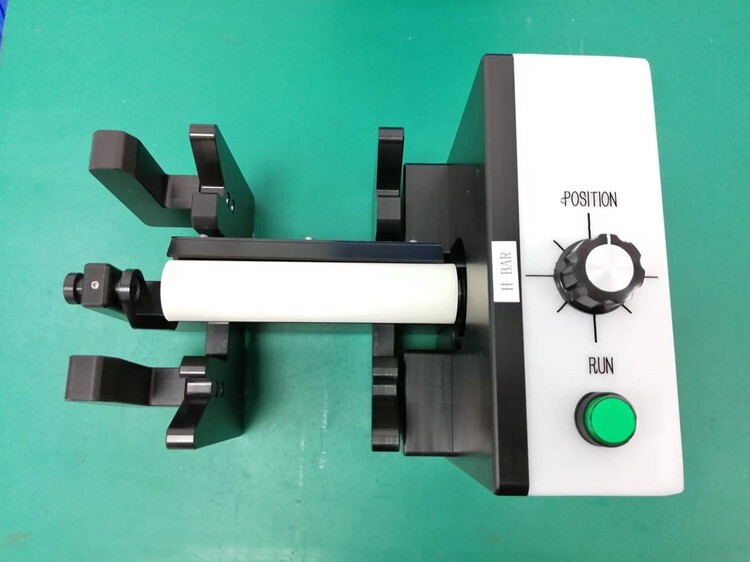
随着信息化时代的到来,我国电子信息、通讯和半导体集成电路等行业迅猛发展,我国已经成为世界二极管晶圆、可控硅晶圆等集成电路各种半导体晶圆制造大国。传统的旋转砂轮式晶圆切割技术在实际生产中受到工艺极限的影响,晶圆加工存在机械应力、崩裂、加工效率低、成品率低的情况,的限制了晶圆制造水平的发展。传统晶圆切割手段已经无法满足晶圆产品率、生产需求。因此,旋转砂轮式切割工艺所伴随的问题是无法通过工艺本身的优化来完全解决的,亟需采取新的加工方式解决晶圆切割划片的瓶颈;现有划片机自动化程度及功能都很难满足电子器件生产的可靠性和技术性能要求。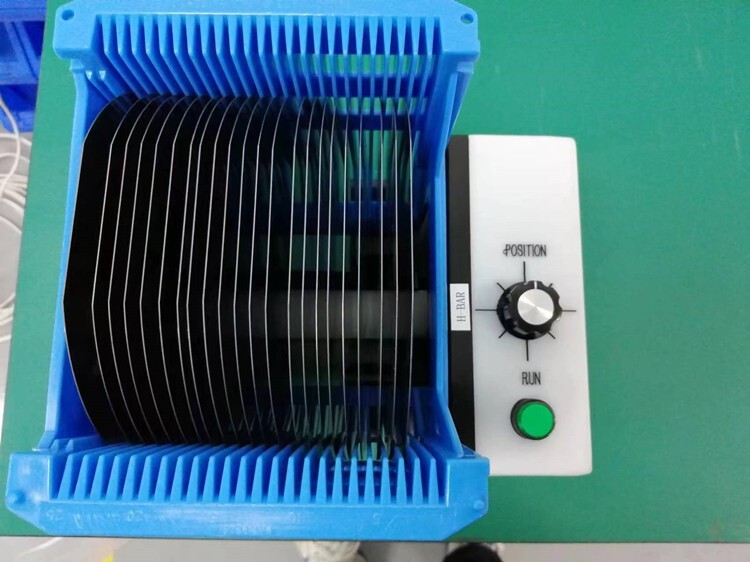
一种全自动晶圆划片机,包括机架,机架的一侧设置有激光器,激光器的下方设置有旋转划片工作台,其特征在于:机架的另一侧设置有自动放收料装置,自动放收料装置的旁侧设置有理料机构,自动放收料装置与理料机构之间连接有夹料机械手,理料机构与划片工作台之间设置有两组相互错位的吸料机械手。