





关键词 |
出售晶圆理片器,宁波晶圆理片器,晶圆理片器硅片寻边器,生产晶圆理片器 |
面向地区 |
全国 |
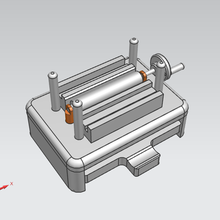
内圆切割时晶片表层损害层大,给CMP产生挺大黔削抛光工作中;刃口宽。材料损害大。品片出率低;成木高。生产效率低;每一次只有切割一片。当晶圆直径达到300mm时。内圆刀头外径将达到1.18m。内径为410mm。在生产制造、安装与调节上产生许多艰难。故后期主要发展趋势线切别主导的晶圆切割技术。
在过去三十年期间,切片(dicing)系统与刀片(blade)已经不断地改进以对付工艺的挑战和接纳不同类型基板的要求。新的、对生产率造成大影响的设备进展包括:采用两个切割(two cuts)同时进行的、将超程(overtravel)减到小的双轴(dual-spindle)切片系统。
当切片机有稳定的冷却剂流量和所有其它参数都受控制时,维持一个稳定的扭矩。如果记录,从稳定扭矩的任何偏离都是由于不受控的因素。这些包括由于喷嘴堵塞的冷却剂流量变化、喷嘴调整的变化、刀片对刀片的变化、刀片情况和操作员错误。

全国晶圆理片器热销信息