关键词 |
摇摆头五轴加工中心 |
面向地区 |
全国 |
三十多年来山东海特数控一直致力于数控机床装备、智能数控设备、智慧型人机交互协同作业设备、以及智能制造领域解决方案的研发与应用。主要产品分为立式加工中心、卧式加工中心、大型数控龙门加工中心、立式与卧式车铣复合加工中心,以及各类智能型、数控型装备,并可为客户提供开发各类数控控制设备、各种数控柔性自动化生产线的方案、各种工业智能机器人的控制方案。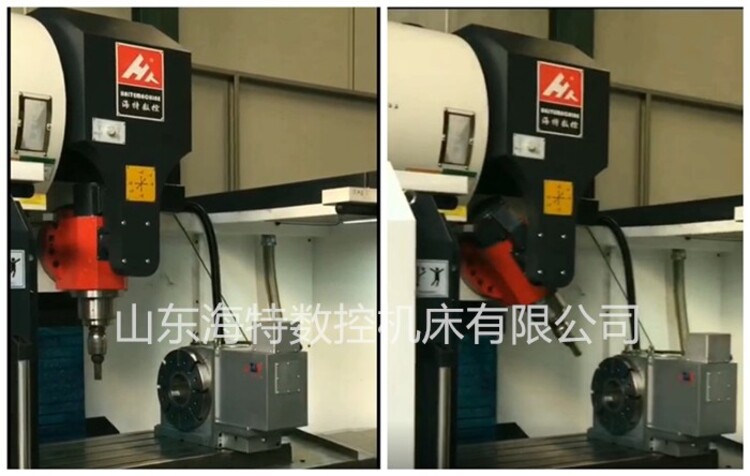
山东海特数控HBC1370F5立式摇摆头五轴加工中心
项目名称 单位 HBC1370F5
X、Y、Z坐标行程 mm 1300*700*700
主轴端面到工作台距离 mm 120-870
主轴中心到Z向导轨面距离 mm 775
X、Y、Z切削速度 mm/min 1-6000/8000
工作台规格(长×宽) mm 1400*700
大载重 kg 1500
T型槽(槽数×槽宽×槽距) mm 5/18/140
快速位移 m/min 24/36
主轴转速范围 r/min 50-8000/2000
主轴锥孔 BT40/HSK-A63
刀具数量 把 24
主轴电机 kW 11.0/15.广域)
X、Y、Z伺服电机 3.0/4.0
定位精度 mm 300/+0.005
重复定位精度 mm 300/+0.003
数控系统 西门子/新代/发那科
使用源气压力 MPa 0.8
电器容量 kW 30
机床轮廓尺寸(L×W×H) mm 3450*2450*2900
机床重量 T 10.8
第五轴(A轴C轴) AV400S
盘面直径 400mm
大加工直径 620mm
贯穿孔径 120H7
T形槽宽 8mm14H
传动方式 滚子凸轮
小分割单位 0.001°
减速比 1:50
旋转轴大转速 60rpm
倾斜轴角度 -30°-+120°
旋转轴 分割精度 60″(单项)
重复精度 20″
第四轴净重 650KG
A/C轴电机 Β22/2000 日本发那科
四轴锁紧方式 液压锁紧
五轴加工中心特点:
采用五轴五联动控制系统,带RTCP功能(真正五轴插补)适合三维立体造型的曲面加工。特的硬件平台模块化设计,功能强大。
自动换刀系统设计,大大提高工作效率。
的加工性能,的可靠性,功能强大,便于维护。
功能特性
● 采用控制系统,功能强大,操作简便,控制精度高。
● 五轴五联动,带RTCP功能(真正五轴插补),Z轴行程可,适合超大型三维立体曲面加工。
● 多元化控制可以分别控制加工速度、空走速度、落刀速度,大大提高了加工产品的质量及加工效率。
● 各部件均采用国际。
五轴联动数控机床的优势
可一次性完成零件的五面加工,减小重复装夹次数,提高加工精度,节约时间。
对于复杂零件多次装夹需要重新寻找基准坐标,会影响加工的定位精度。用五轴联动机床一次定位后能完成全部加工。并高精完成复杂零件的一次加工。
可完成空间曲面的加工,减小对设计、加工工艺的限制,提高产品的整体性能。
特别是对叶轮等复杂曲面,由于三轴设备会与零件干涉。而使用五轴联动机床就能很好的避免。
利用刀轴可控性,让的侧刃切削,提率及表面质量,延长了寿命。
五轴机床可以灵活的调整与工件的角度,五轴机床可以采用侧刃切削,加工效率更高。同时减少的磨损。
在模加工中可对深腔,深槽进行加工,节约加工成本具。
缩短新产品研发周期。
对于试制的零件不适合大批量分工艺批量加工,用五轴机床能大幅缩短产品试制时画的时间。
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。
真正的五轴加工中心是具备刀点跟随-RPTC功能,此技术可以更好的完成五轴联动加工。对于具有RTCP功能的五轴加工中心来说,可以保持刀具中心始终在被编程的位置上。在这种情况下,沿着整个路径运动过程中可对刀具方向进行优化,同时进行刀具直线运动。这样,在整个路径上都可保持佳切削状态。当您在五轴加工中心上编程时,不用担心机床运动和刀具长度,您所需要考虑的只是刀具和工件之间的相对运动。余下的工作控制系统将为您完成。